|
設備名稱 |
設備照片 |
簡介 |
|
桌上型工作站HP
1 |
|
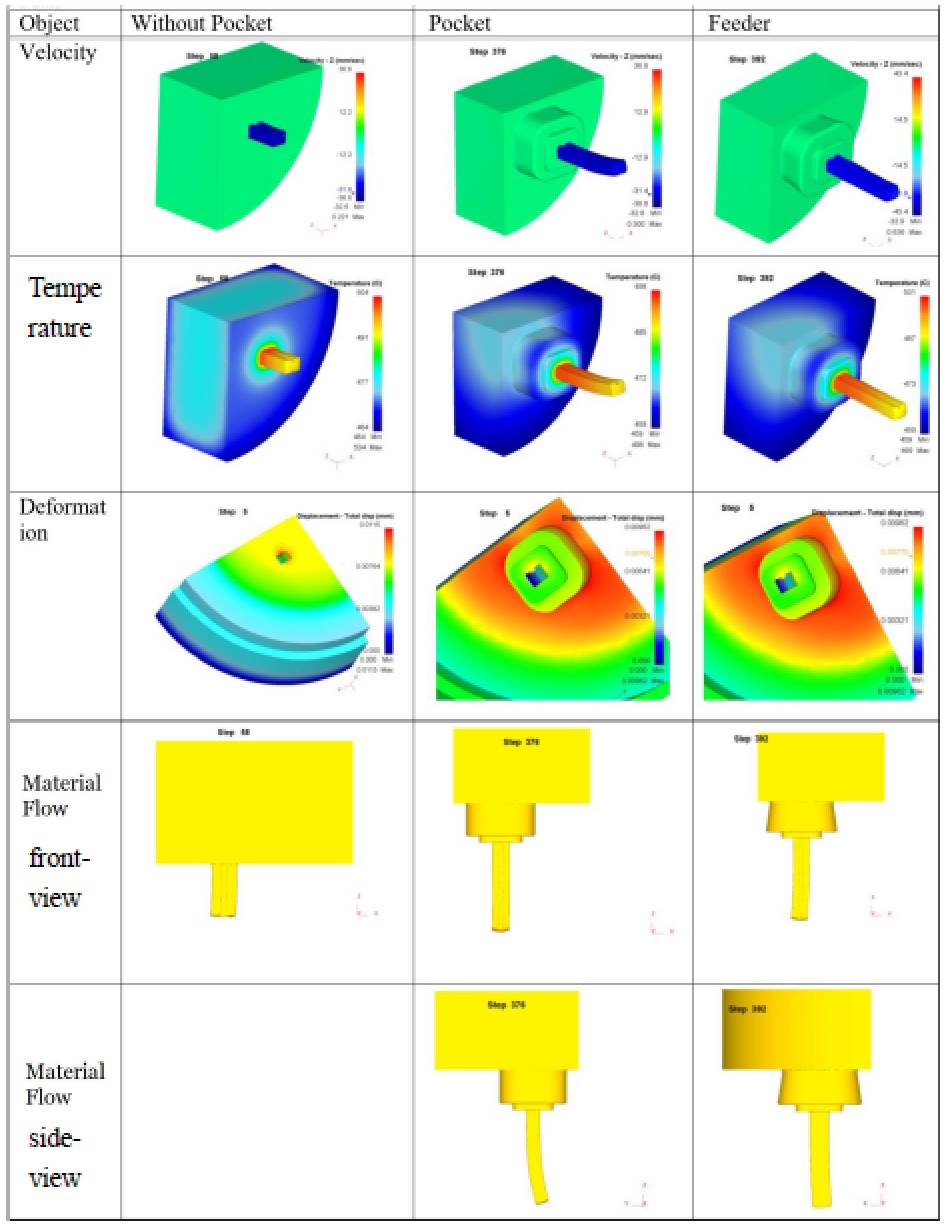
主要用於鋁擠型(Deform、HyperExtrude有限元素分析研究。 |
|
桌上型工作站HP
2 |
|
主要用於鍛造、板金成形simufact有限元素分析研究。 |
|
桌上型工作站HP 3 |
|
主要用於分子動力學模擬分析。 |
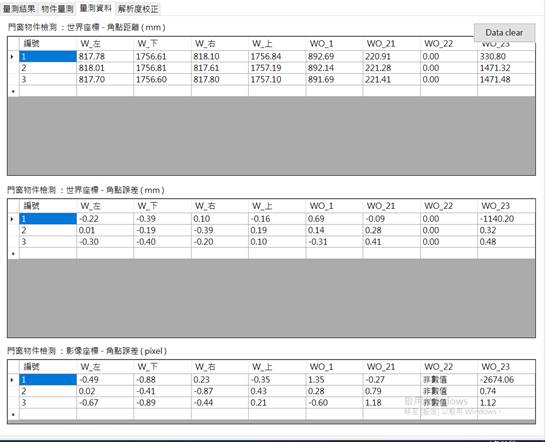
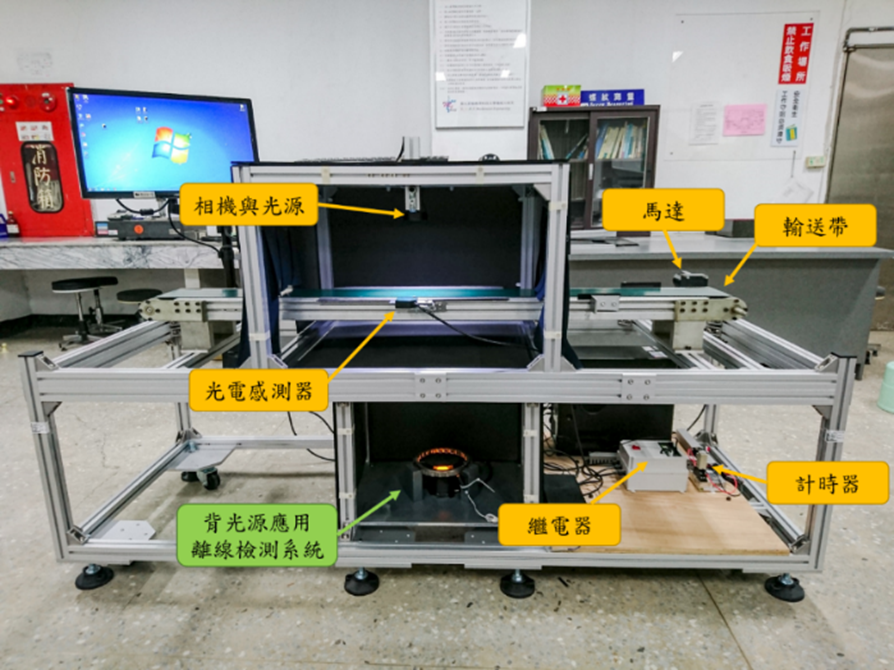
| 大尺寸門框與特徵件量測平台 |
硬體架構
量測結果
量測資料
|
不同於過往人工量測方式,本系統使用自動化校正與量測,自動得當門框數據。相較於以往之接觸式量測其整體量測時間由數分鐘降低至10秒內即可完成,藉此實現快速檢驗之目標。 |
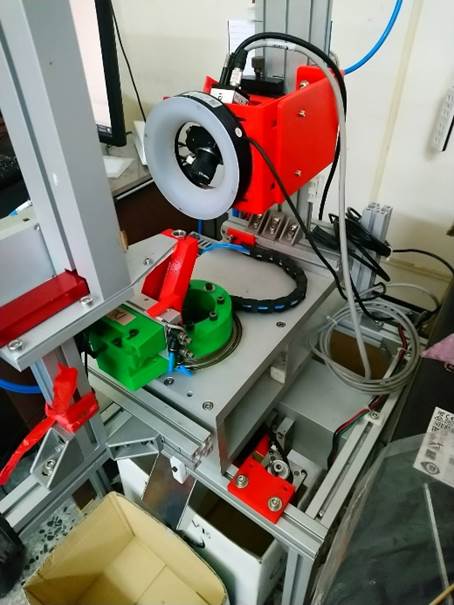
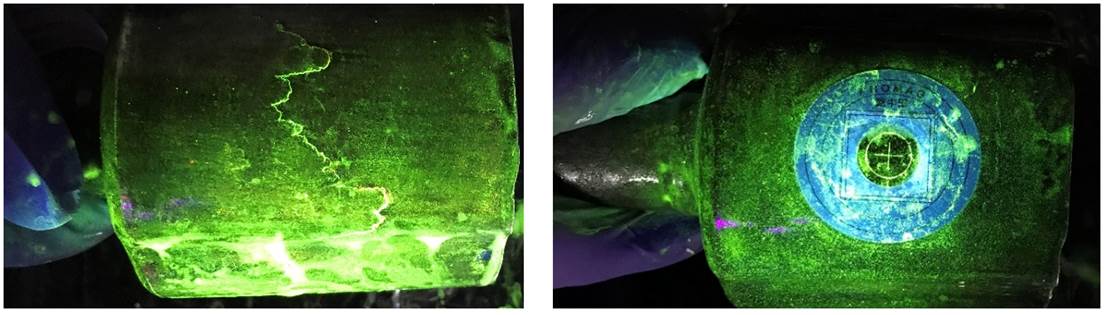
| 內螺紋瑕疵檢測系統 |
硬體架構
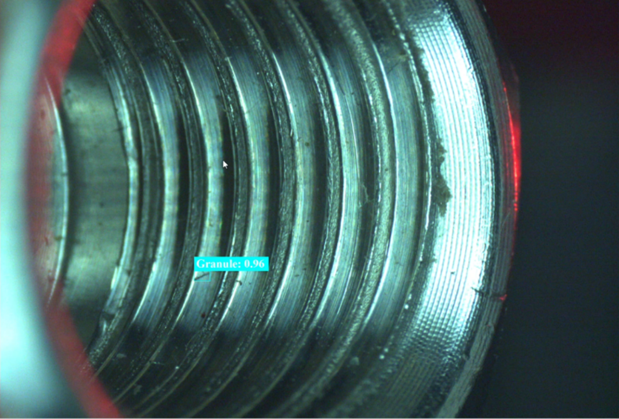
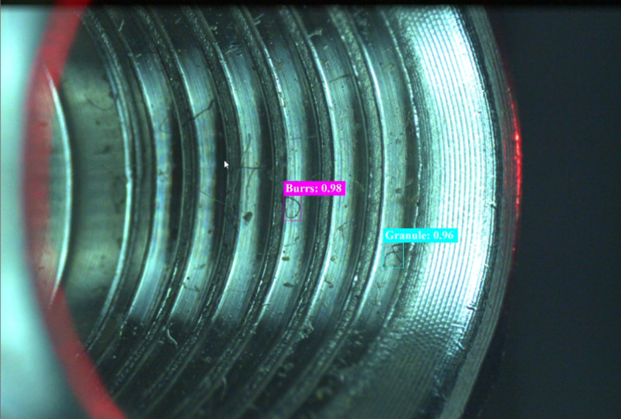
檢測照片
|
一套針對內螺紋扣件於製程中產生之細微瑕疵,透過光學檢測進行影像擷取及建立深度學習模型進行瑕疵辨識,並搭配可程式化邏輯控制器(PLC)控制整體系統運作,達到自動化檢測之目的。 |
| 齒型輪廓檢測系統 |
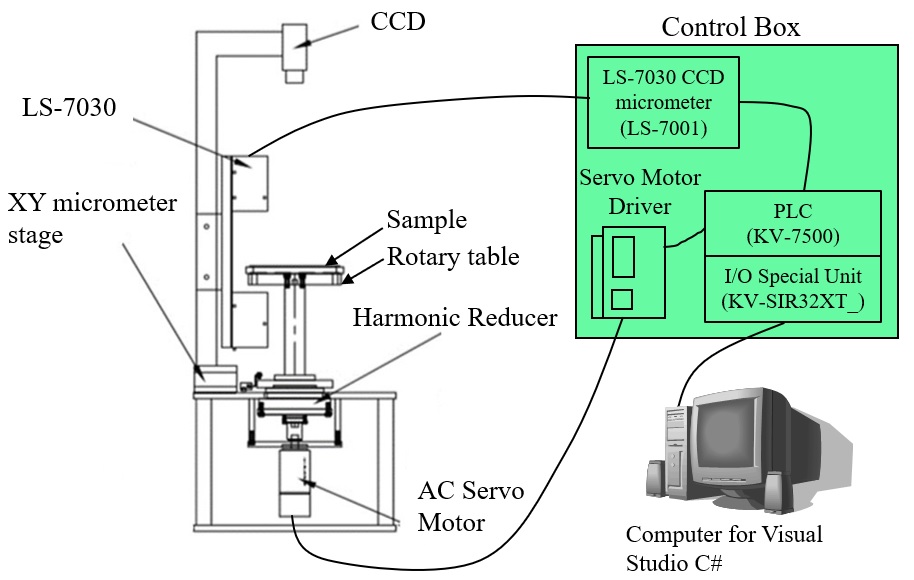 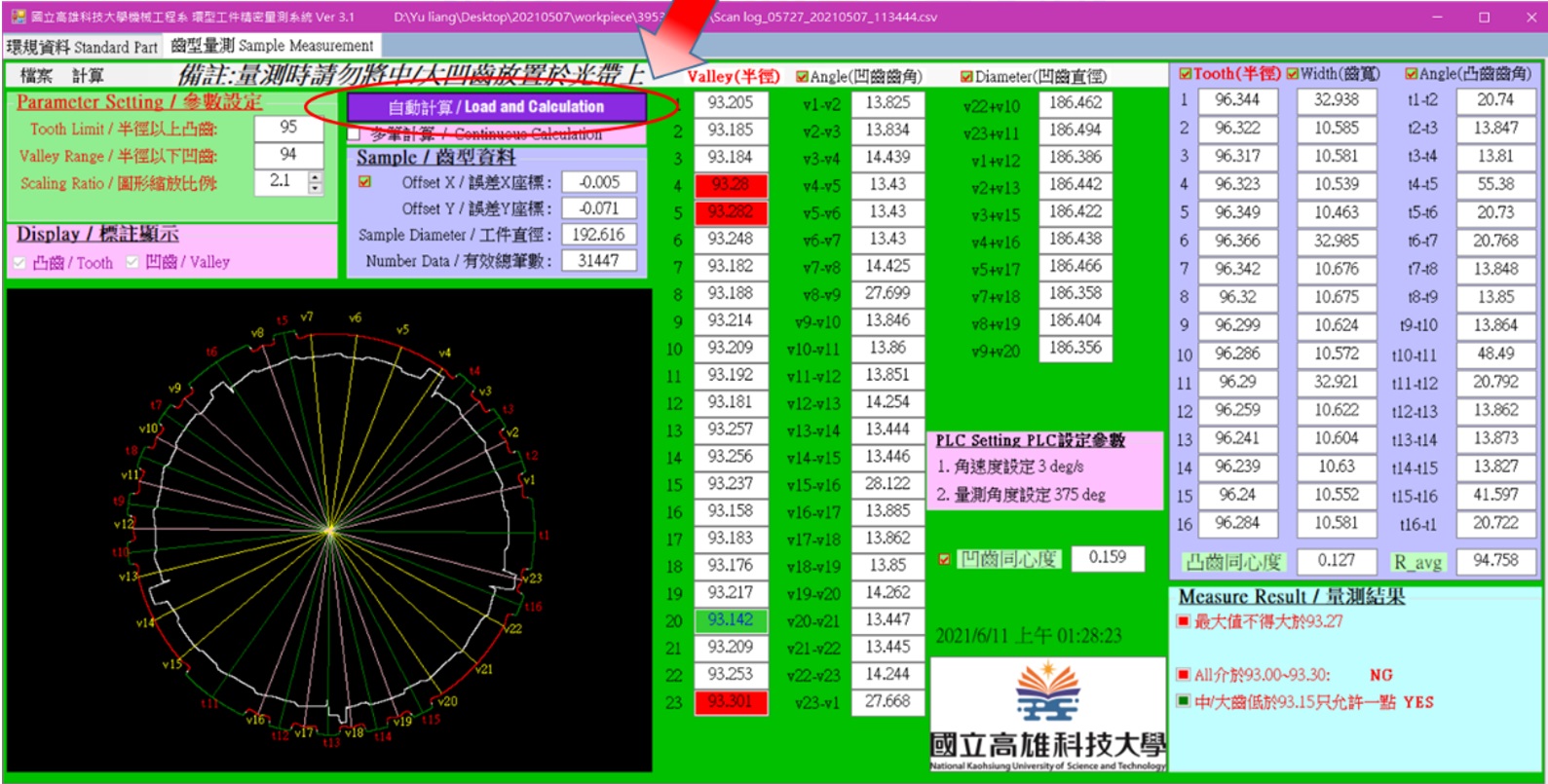 |
本研究開發之量測硬體系統主要由自動化旋轉治具及高精度光學測微計組成,並使用BCD(Binary-Coded
Decimal)模式進行資料傳輸,每秒可輸出資料量約2000筆,可提升整體的量測效率。在自開發人機系統中,會使用巴特沃斯濾波器進行環規量測資料處理,以過濾雜訊判斷量測系統穩定性,並使用中位值濾波進行齒形工件量測資料處理,針對待測件進行凸齒、凹齒、齒深、齒寬及各角度進行量測。在重複三次量測16個凹齒內徑的測試中,最大誤差為0.028mm,由此可得知再現性良好;在與三次元量測數據進行比較,其總誤差分別為0.077mm、0.070mm與0.082mm,系統量測具有一定的準確度。 |
|
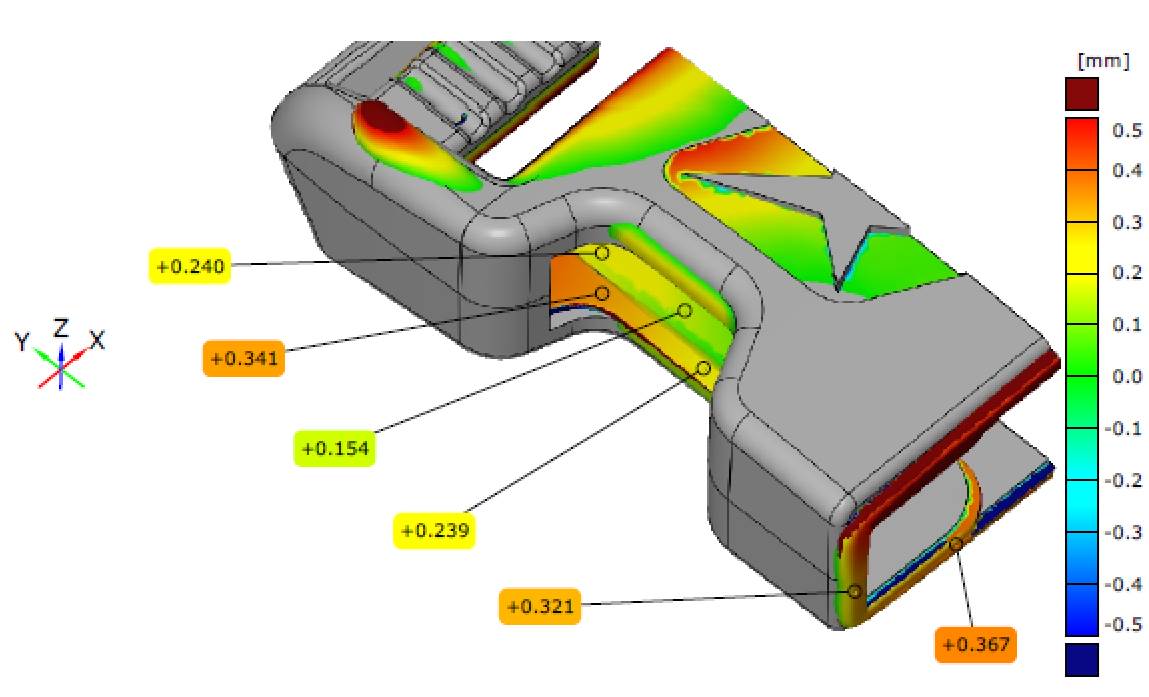
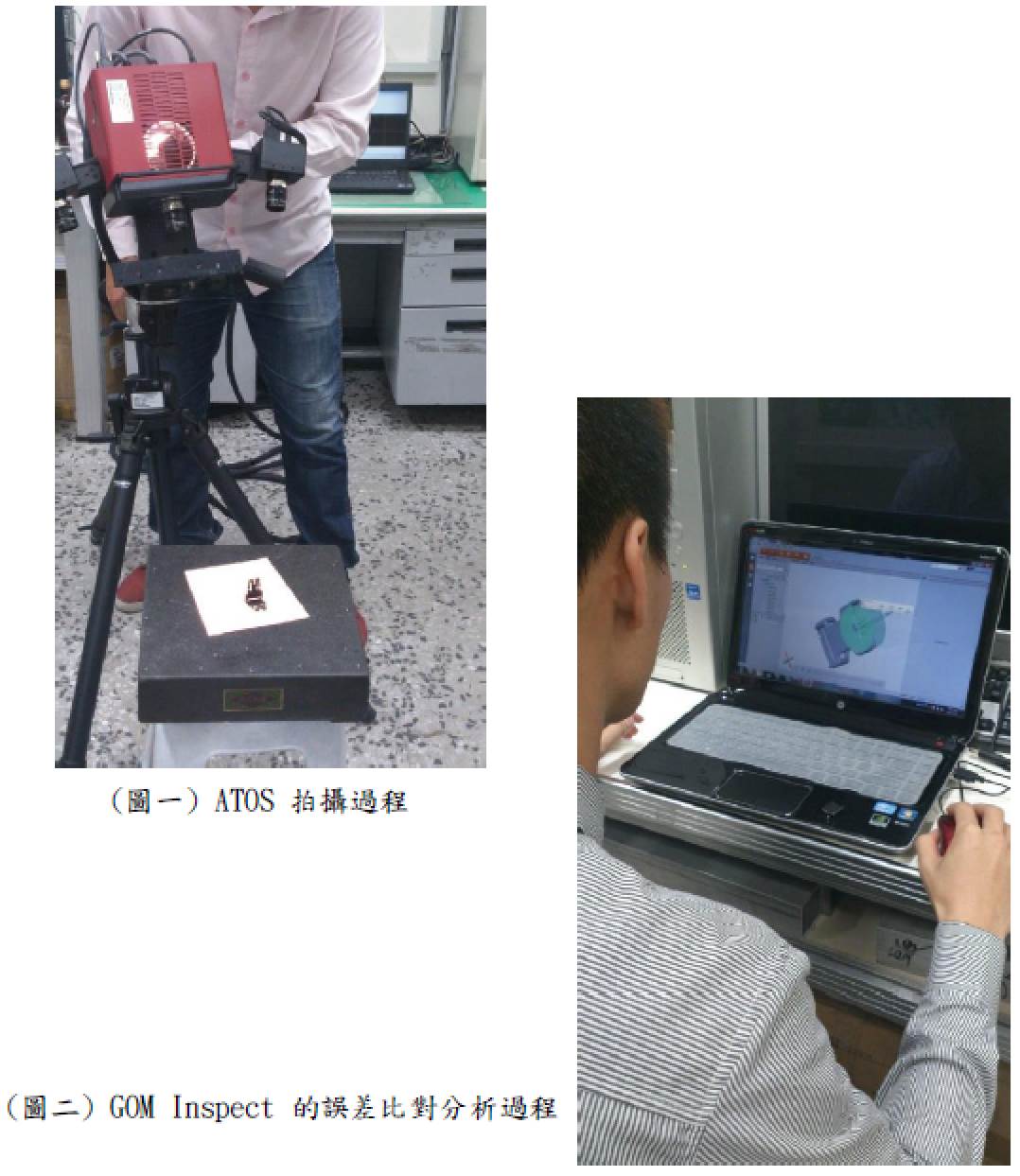
三維光學非接觸式量測系統 |
|
用ATOS 系統掃瞄成點群資料,以GOM Inspect 軟體與CAD 的3D 圖檔去做檢測、比對分析。 |
|
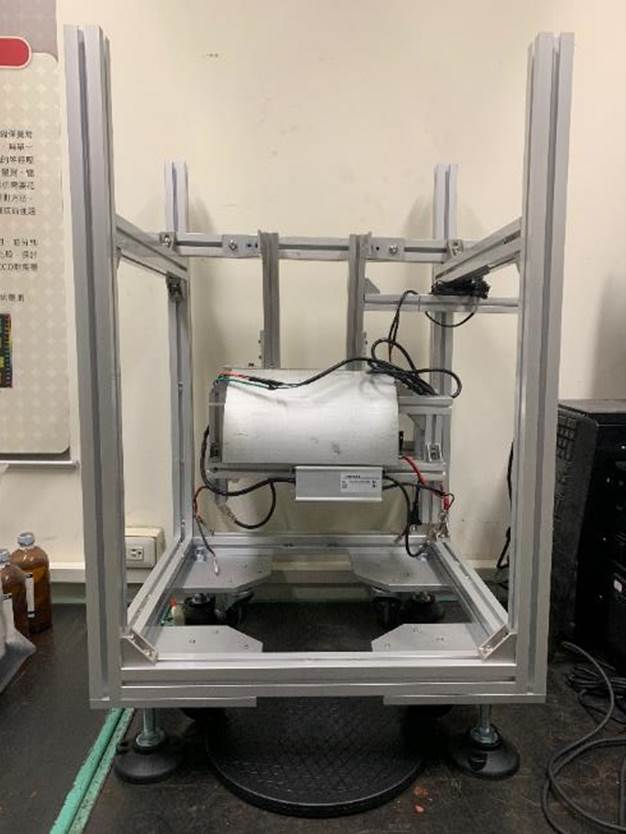
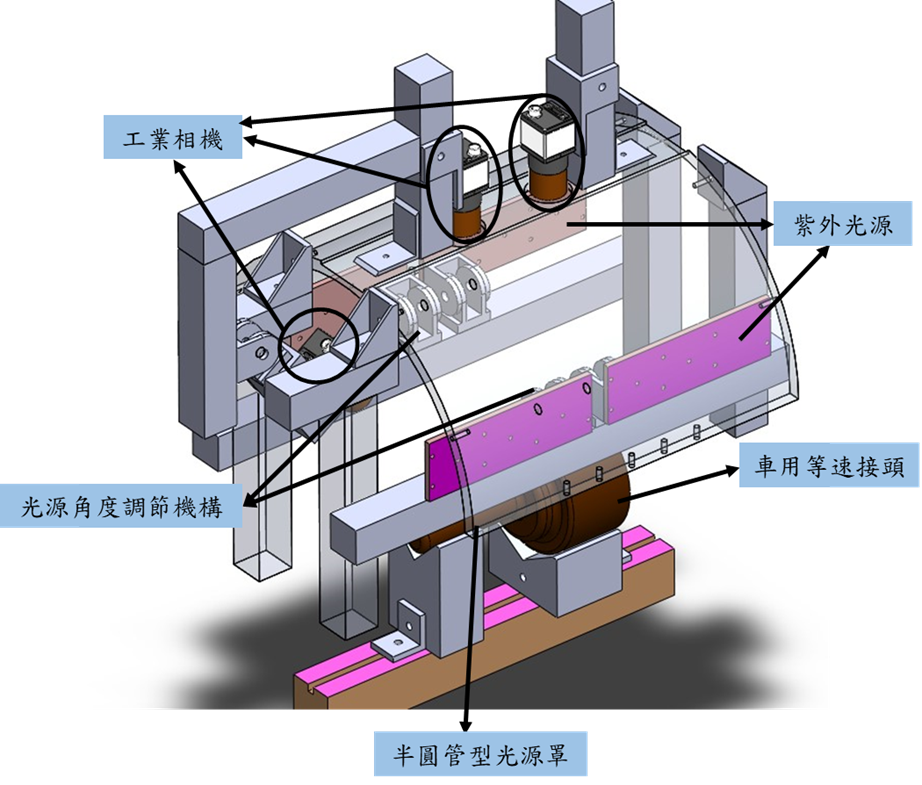
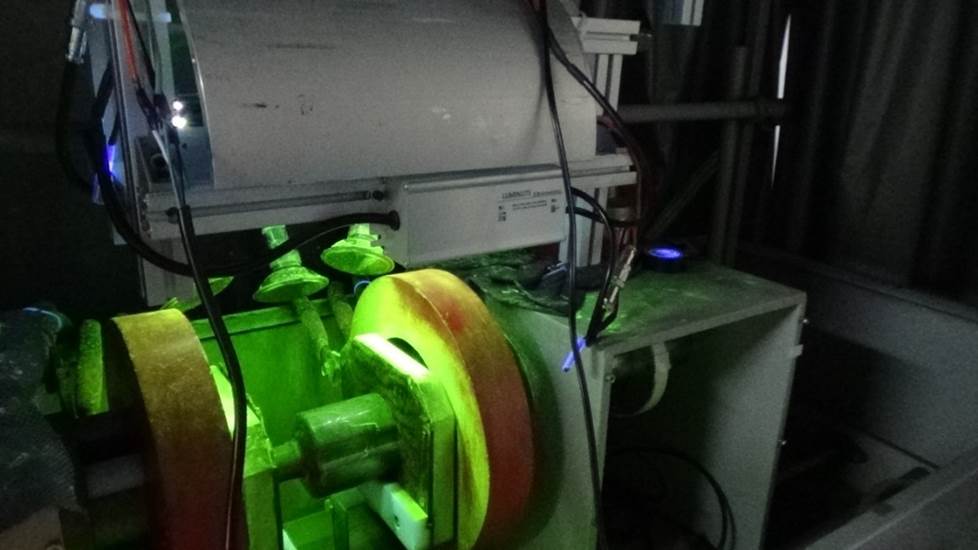
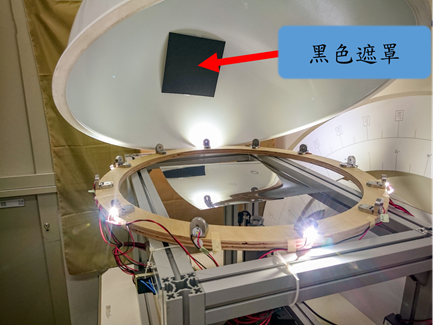
車用鍛件瑕疵自動化光學檢測系統 |
|
車用等速接頭具有金屬反光特性,為了降低反光特性採用自製鋁合金半圓管形漫射光源罩。 |
|
車用單向軸承自動化光學檢測系統 |
|
車用單向軸承多以目視進行檢測,因眼睛疲勞而發生漏檢,故開發一套自動化光學檢測系統用於取代人工目視檢測。 |
|
半球型均勻光源罩 |
|
設備硬體部分以高解析度之CMOS工業相機搭配CCTV LENS及半球型漫射光源罩機構與個人電腦,軟體部分為尋找輪廓與控制半球型漫射光源罩中之LED光源。 |
|
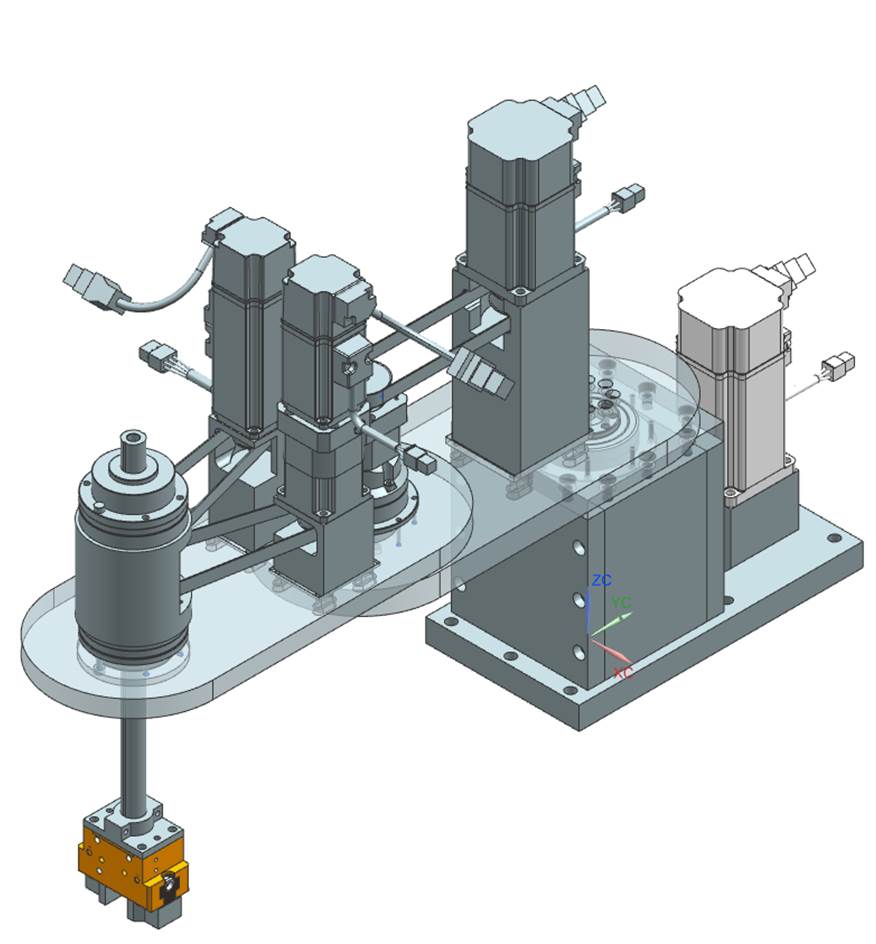
SCARA四軸機械手臂 |
|
SCARA,即選擇順應性裝配機器手臂,是一種水平多關節機器人,它具有四個運動自由度:X、Y、Z方向的平面自由度和繞Z軸的旋轉自由度。此手臂多用於夾取產線上的產品。 |
|
瑪垛機器手臂 |
|
馬垛機械手臂為四軸直立關節型機械手臂,各關節間藉由馬達結合減速機帶動機構做旋轉運動。 |
|
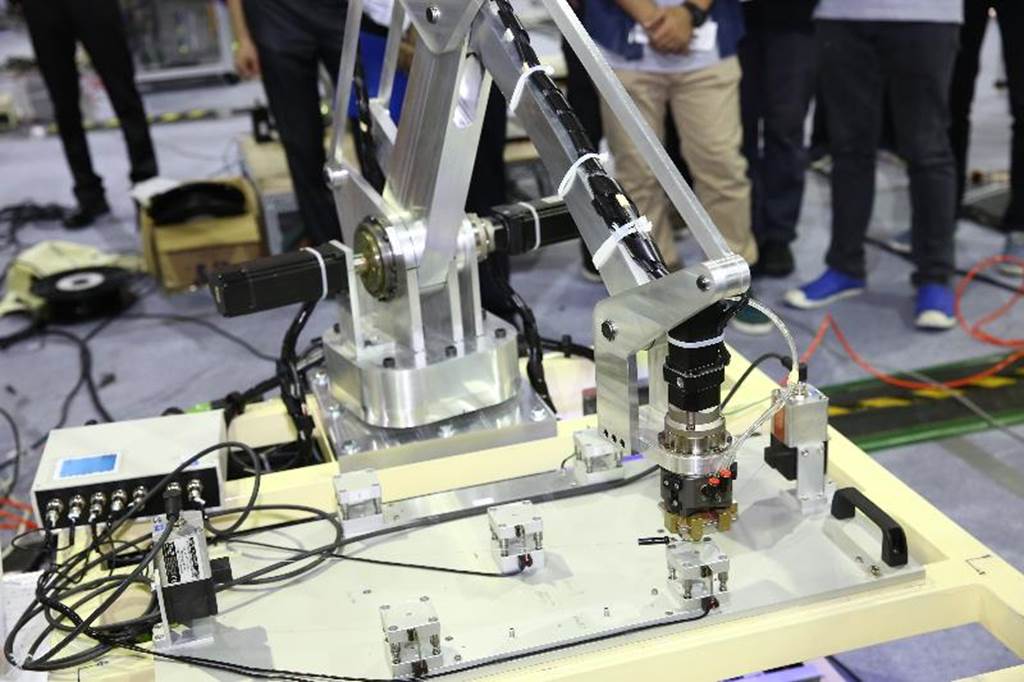
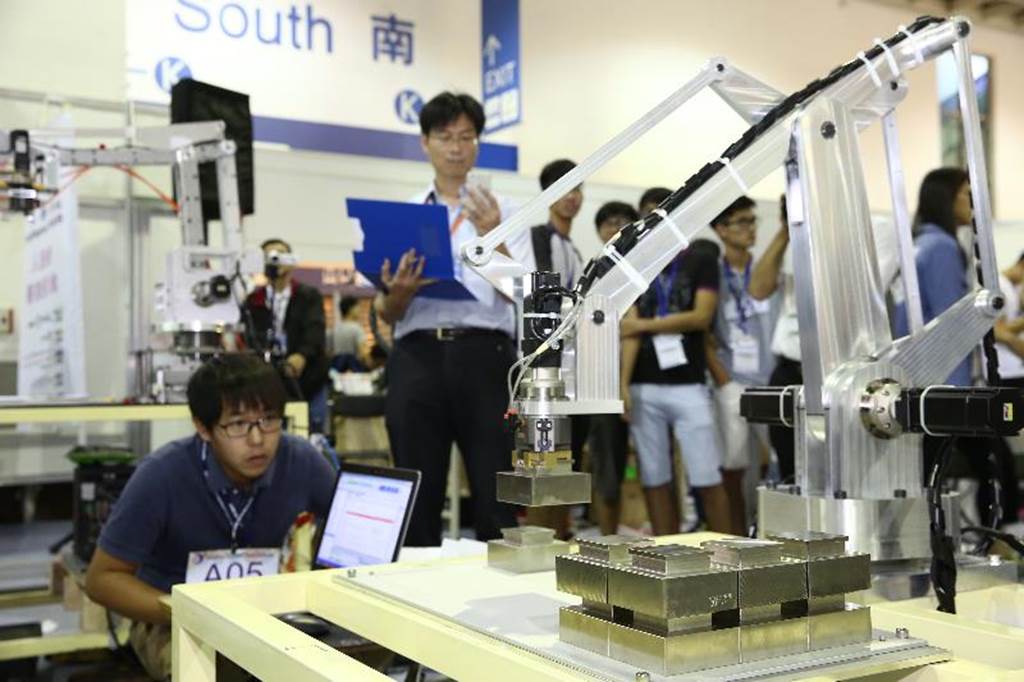
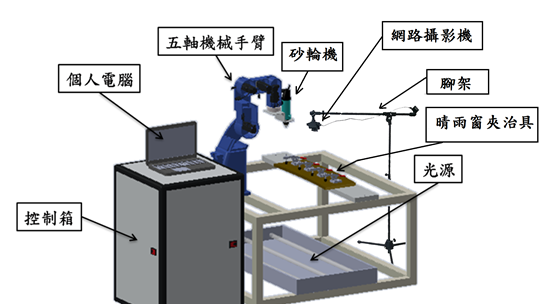
五軸機械手臂 |
|
本研究為加工汽車晴雨窗之邊緣輪廓,此手臂為有五個自由度之機械手臂,主要優勢在擁有三個線性軸與兩個旋轉軸。 |
|
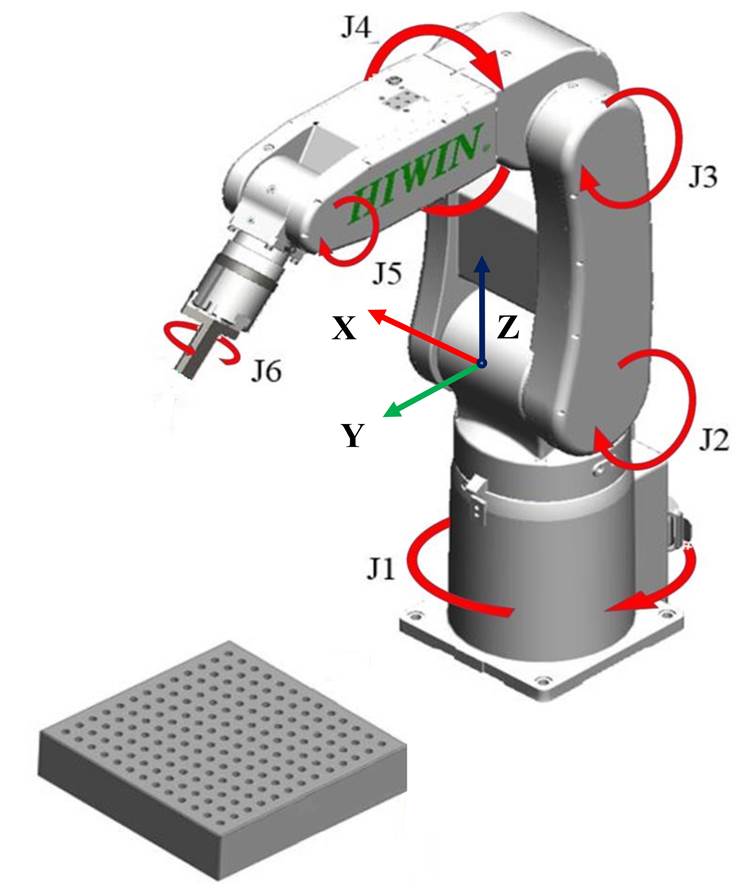
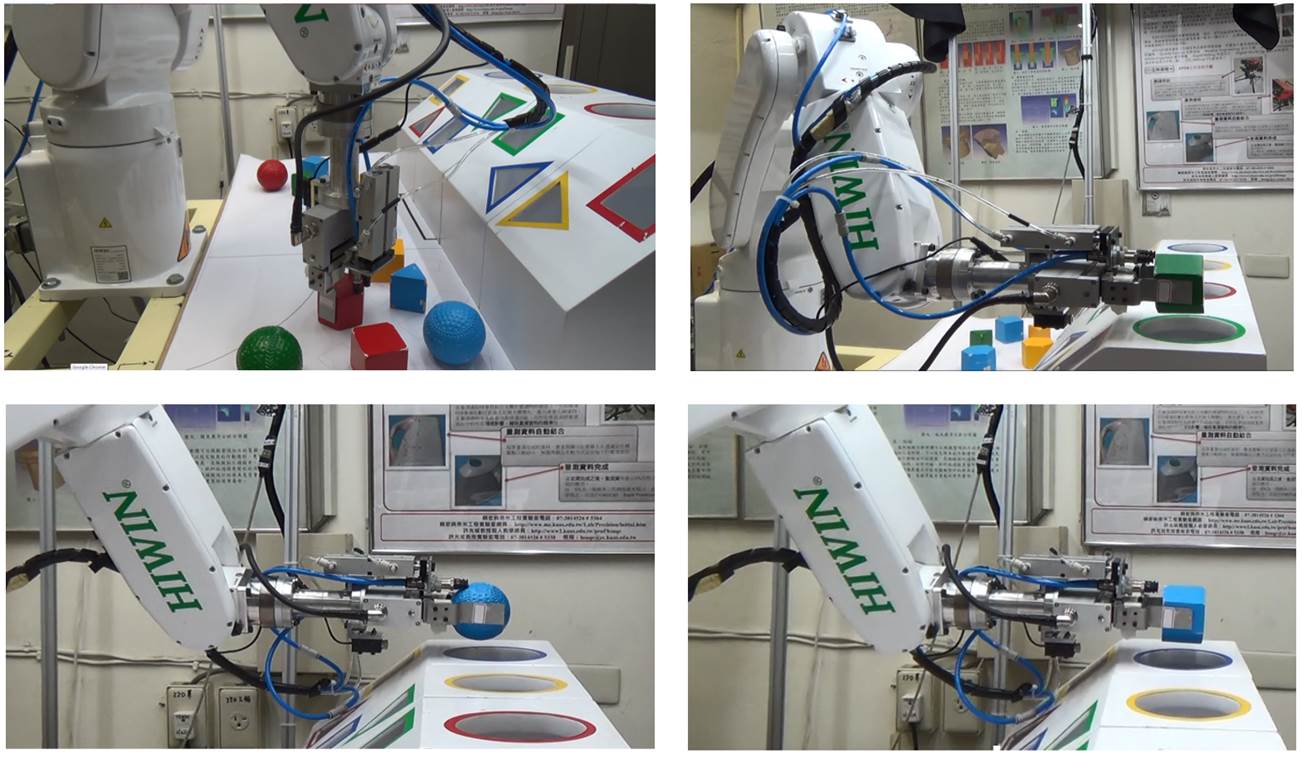
六軸機械手臂 |
|
This robotic
arm, and its motions, operated within the Cartesian coordinate system, in
which the input was defined by the coordinate values (X, Y, Z, A, B, C). Here,
A, B, and C are the angles of rotation around the X, Y, and Z axes,
respectively. Affixed to the robotic arm was an electric gripper, which was
used to grasp and manipulate the solid geometric shapes. The electric
gripper, a point laser, and two vacuum pads, were mounted erect on the Z-axis.
Two vacuum pads, activated by a pneumatic cylinder, were used to retrieve the
triangular, cubic and hexagonal shapes. |